











インテリジェントボリューム受信機の動作説明
概要:
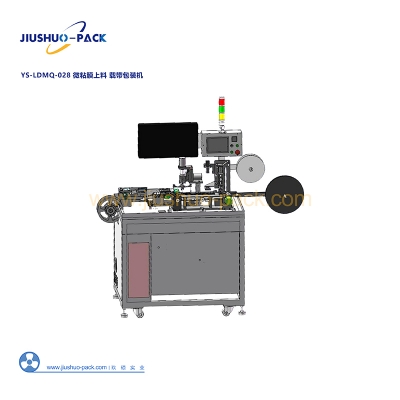
キャリアテープ巻き取り機は、空盤、キャリアテープ巻き取り、フロントテープ貼り、隔離紙貼り、シーリングテープ、完成品積み上げなどの一連の自動化プロセスである。
デバイスパラメータ:
(1)外形寸法:880 mm×580 mm×1800 mm
(2)重量:<200 KG
(3)適用キャリアテープ:16 mm、24 mm、32 mm、44 mm、56 mm
(4)動作電圧:AC 220 V
(5)圧縮気圧:0.5-0.7 MP
(6)巻取り速度:MAX 50 S/巻取り
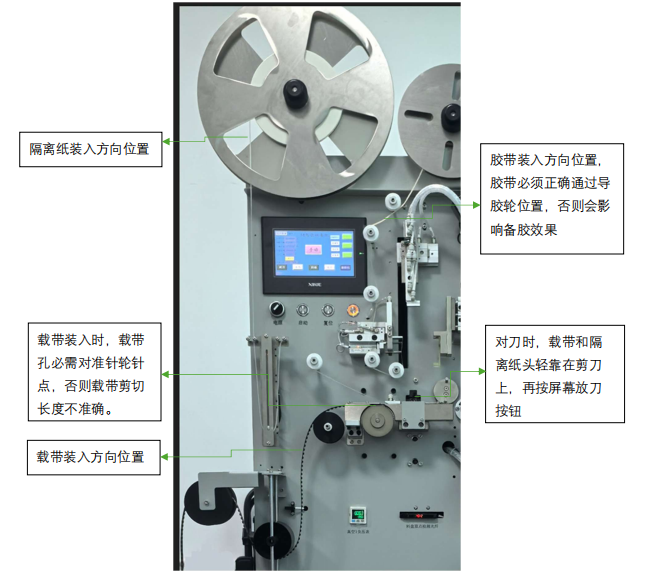
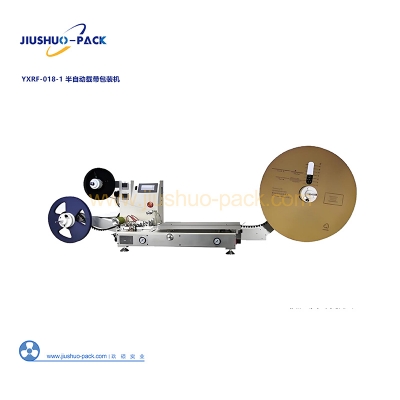
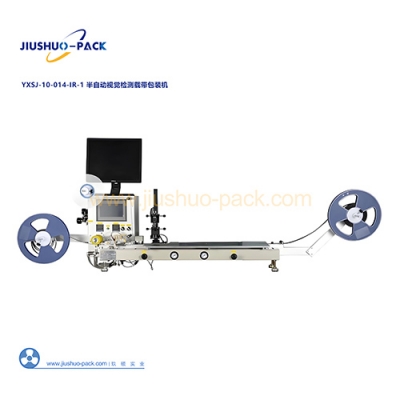
デバイスの外観:

品目ロード機械操作
隔離紙、テープ、テープの機械への進入イメージ
マシン起動プロセス:
1.機械の圧縮ガス源を投入し、電源スイッチを入れ、機械のリセットが完了するのを待つ。
2.画面上の動作状態を手動から自動に切り替え、連続した動作が必要な場合は、画面上のシングルボリュームを連続に切り替えます。テープと隔離紙をセットします。
3.方向によって空盤に入れ、キャリアテープをフィードホイールからフィードバッファホイールを通してフィードレールに入れ、キャリアテープ穴をニードルホイールの針点に当て、隔離紙と一緒にはさみに近い位置まで送り、隔離紙製品がなければ隔離紙を置かない。
4.スクリーンカッターボタンを押して、はさみが出てきたら、キャリアテープと隔離紙のヘッドをはさみに軽く当てて動かないで、再度スクリーン上にカッターボタンを押して、設備はキャリアテープと隔離紙をロックして、起動ボタンは青信号で点滅して、スクリーン起動ボタンまたは起動ボタンを押して、機械は自動的に動作を開始する。
インタフェース操作の説明
ワークインタフェース:
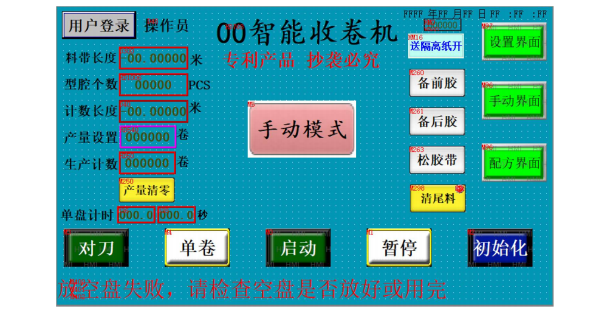
テープ長:現在オープンしているフォーミュラテープの長さを表示します。
キャビティ個数:現在の配合テープのキャビティ個数を表示します。
カウント長:現在の受入が表示されている場合、キャリアテープカウント長。
生産数量:現在の生産数量を表示します。
生産量設定:生産待ち生産量を設定し、生産カウントが生産待ち生産量に達した後、設備は生産量の完成を提示し、待機状態に入るのを停止する。
単盤計時:現在の受入の計時時間を表示し、後に前の受入の計時時間を表示します。
手動/自動:デバイスの手動/自動動作状態を切り替えます。
対刀/放刀:機械が起動する前に対刀しなければならず、対刀ボタンを押して、はさみを閉じて伸ばして、キャリアテープを供給ユニットから入れて、キャリアヘッドと隔離紙ヘッドをはさみに寄りかかって動かないで、この時に再び放刀を押して対刀ボタンを放して、針輪は自動的にロックして、はさみは戻って、対刀の動作を完成します。(対刀完了後、機械自動状態で青信号が点滅し、起動を押して動作を開始することができる)
単巻/連続:単巻状態で、押下起動後、機械が一巻を収めた後、自動的に待機状態に入り、再度押下起動を待つ、連続した状態で、マシンが1巻を受け取ったら、次の巻を続けます。
起動:待機状態で起動ボタンを押すと、機械が動作します。起動前にマシンとメスの操作を初期化します。
一時停止:仕事中、一時停止ボタンを押して、機械は仕事を一時停止して、起動を押してから、仕事を続けます。
初期化:0.5秒このボタンを長押しすると、機械は現在のすべての動作を停止し、すべての臨時動作データをクリアし、シリンダは元の位置に戻り、ステッピングモーターは初期動作位置に戻る。
フォーミュラインタフェース:
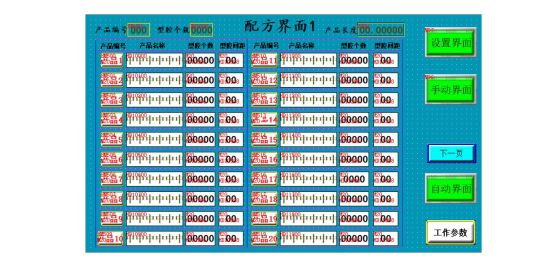
製品選択ボタン:押した後、対応番号の製品レシピを選択し、製品ボタンを押した時、対応ボタンの後ろのキャビティ個数が0の場合、自動的にデフォルトの作業パラメータを呼び出し、選択した製品キャビティ個数が0でなければ、すでに生産された製品と判断し、直接その製品を保存する保存パラメータを読み込む。
製品名:ユーザー独自の製品名または品番を設定できます。
作業パラメータ:クリックして作業パラメータウィンドウを開きます。
作業パラメータインタフェース:
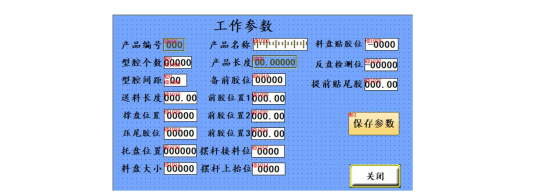
作業インタフェースには、現在の製品番号の作業パラメータが表示されます。この番号にパラメータが保存されていない場合は、前に開いた製品パラメータになります。
品番:現在開いている品番を表示します。
製品名:現在オープンしている顧客製品名(品番)を表示します。
キャビティ数:現在の配合テープの1巻あたりのキャビティ数を設定します。
キャビティ間隔:リボンキャビティ間隔(Pピッチ)を設定します。(1つのキャビティエッジ穴の数に4を乗算)
テープ長:現在のレシピテープ長を表示します。(テープ長は設定できません。設定されたキャビティの個数とキャビティ間隔に基づいて計算されます。)
フィード長さ:前接着剤を貼り付けた後、フィードが巻芯に持ち込まれた時のフィード長さフィード長さを設定し、前接着剤を貼り付けた時に通り過ぎた長さを含む。
ステー位置:現在の製品ステーモーターステー位置を設定します。
ゴム押え位置:現在の製品ステーモーターのゴム押え位置を設定する。
トレイ位置:現在の製品を設定し、空のトレイ位置を接続し、このパラメータが0の場合、保存ボタンを押すと、自動的に現在選択されているトレイの大きさに基づいて、設備が予め設定したデフォルトパラメータをトレイ位置、ゴム押え位置とトレイ位置に書き込み、トレイ位置が現在の設定と異なる場合、トレイは自動的に現在設定されているトレイのサイズ位置に移動する。このパラメータが0ではなく、ディスクサイズが変更されていない場合は、「保存」を押すと、現在の位置パラメータは変更されず、トレイも移動しません。
トレイサイズ:現在のレシピトレイを13インチ、14インチ、15インチに設定します。(このパラメータは13寸14寸と15寸にしか設定できず、他のパラメータを設定すると無効でプログラムの実行に影響する)
予備ゴム位置:現在の製品予備ゴム引張テープ位置(引張ゴム長さ)を設定する。
前ゴム位置1-3:前ゴムを3回貼る位置を設定します。
接着剤を貼る位置、事前に接着剤を貼る位置を設定します。(設定1界面事前貼り付けと同じパラメータ)
揺動棒接合位置:揺動棒が巻心に供給される位置を設定する
揺動棒の上への上昇位置:揺動棒が接着剤を貼り付ける時の上昇位置を設定します。
トレイ貼付位置:トレイ貼付前糊位置を設定する。
反ディスク検出位置:材料ディスク反ディスク検出位置を設定する。
保存:0.5秒以上長押しして、現在のページの設定パラメータを現在の製品番号に保存します。
作業パラメータインタフェースのすべてのパラメータは現在の製品パラメータであり、設定が完了すると、次回この製品を選択するときに自動的にこのパラメータを使用して作業します。
一般的な問題の処理:
供給誘導待ち供給中:供給バッファがテープが一定時間以上入っていないことを検出した時、スクリーンはこのヒントを表示して、もし平板機が材料が来たら、テープが引っかかっているかどうかを検査して、テープを整理して機械に送り、機械は仕事を続けます。
生産が完了しました:生産カウントが生産量設定以上の場合、設備は一時停止し、赤信号が点滅し、画面は生産が完了したことを提示し、生産を継続する場合、生産カウントをクリアするか、生産量設定を変更すると、起動に従って作業を継続することができます。
起動前にナイフを合わせてください:機械の初期化後、再起動前にナイフを合わせて操作しなければなりません。ナイフを押して起動していない場合、画面は起動前にナイフを合わせて、リセットボタンを押してから、ナイフを合わせてから仕事を始めることができます。
空盤不足のヒント:最後の空盤を置いた後、材料盤がないことを検出した時、赤信号が点滅し、スクリーンアラームが空盤不足を提示し、手動で空盤を正しい方向に空盤材料棚に入れ、設備が空盤を検出した後、自動的に解除するように提示する。
完成品満タン:完成品エリアのスタックが設定位置を超えた場合、赤ランプが点滅し、画面は完成品満タンを提示し、手動で完成品を移動した後、自動解除を提示する。
隔離紙の交換:隔離紙が使い終わったらフォローアップして交換する必要がある時、まず停止(一時停止)ボタンを押して、機械の運転を一時停止して、スクリーンの上で隔離紙ボタンを押して、隔離紙を送る機能を閉じて、隔離紙カバーを外して、新しい隔離紙を交換して、カバーをしっかりと閉めて、テープを使って新しい隔離紙ヘッドと元の隔離紙をドッキングして貼り付けて、(隔離紙の通過位置が間違えないように注意して)スクリーンの隔離紙を送るボタンを押して隔離紙モーターを開けて、スタートボタンを押して仕事を続けます。
テープ交換:停止(一時停止)ボタンを押して、機械の運転を一時停止して、機械上の残留テープを取り外して、テープディスクカバーを外して、新しいテープを交換して、カバーをしっかりと閉めて、テープをガイドホイールを正しく迂回した後、テープヘッドを裁断固定ブロックの中間位置に貼り、起動ボタンを押して仕事を続けます。
テープカット位置には少しずれがあります:機械が動作を開始した後、テープカット位置の後に少しずれがあることを発見して、再びナイフを合わせる必要はなくて、設定インタフェースの中でテープカット位置を設定することによって、テープカット位置を微調整することができます。尾帯のせん断が短い場合、このパラメータを適切に設定すると、尾帯の長さを増加することができ、尾帯のせん断が長い場合、このパラメータの負の値を適切に設定し、尾帯の長さを短縮することができ、数値単位:mm。このパラメータは今回の起動のみ有効で、再対刀を初期化した後、自動的にクリアする。偏差が大きい場合は、ニードルホイールにカッターテープ穴がないか、または運転中にテープがニードルホイール穴から離脱し、カウント偏差を引き起こし、原因が見つかったら初期化を再開してください。
備前接着剤/後接着剤の準備に失敗した:接着剤を準備した後、設備は吸着テープの真空が設定値に達していないことを検出した時、接着剤の準備に失敗したことを提示し、画面の一時停止ボタンを押して、テープを整理したり、接着剤を再準備したりした後、スタートボタンを押して仕事を続けた。
前ゴムが貼られていない:機械がテープがトレイの中心に貼られていないことを検出すると、警報が出て前ゴムが貼られていないことを示し、手動で前ゴムと隔離紙をトレイの中心に貼った後、パネルのリセットボタンを押して警報をリセットし、起動ボタンを押すと作業を継続することができる。
テープの切断:材料を受け取る時、トレイが回転する時、針輪が回転して設定時間を超えていない時、設備の警報はテープの切断を提示して、テープが1巻未満に収まったかどうかを検査して、もし1巻未満であれば、スクリーンの初期「初期化」ボタンを0.5秒長く押して、機械を初期化して、没収したいっぱいのトレイを手動で取り出す。もしキャリアテープがある場合、機械はキャリアテープの切断を警報し、キャリアヘッドがディスクの中心位置に貼って脱落していないかどうかを検査し、キャリアヘッドを貼った後、まずリセットを押してから、起動を押して仕事を続けます。
隔離紙動作のタイムアウト:1.隔離紙製品がない場合はスクリーンを閉じて隔離紙を送るボタンを押さなければならない。そうしないと、警報が出て隔離紙動作のタイムアウトを知らせる。2.作業中、隔離紙が破断したり、一度に放出されたりする隔離紙が多すぎて、隔離紙緩衝構造が長時間動作しないと、警報が鳴って隔離紙の動作がタイムアウトしたことを提示する。空盤を放して失敗しました:空盤の方が下ろす時、空盤は落ちていないで、空盤が落ちた時に引っかかっているかどうかを検査します。
シリンダ動作タイムアウト:アラームシリンダ動作タイムアウト時に、シリンダが引っかかっているか、またはシリンダセンサの位置が調整されていないかをチェックします。
モータの原点復帰タイムアウト:機械が電源を入れた後、または初期化を押した後、モータは自動的に原点復帰し、設定時間を超えた場合、あるモータはまだ原点センサを検出していない、設備アラームはモータの原点復帰タイムアウトに対応し、対応するモータがカードマスターまたはセンサが破損しているかどうかを確認する。
| ファイル名: | ファイル形式: | サイズ: | ダウンロード: |
|---|---|---|---|
| Cover Tape ROHS 2.0 2025 | 2.63 MB | ||
| Black PS Carrier tape High-temperature test Report 202... | 563.36 KB | ||
| Transparent PS Carrier Tape Sheet ROHS Report 202... | 935.11 KB | ||
| Black Ps Embossed Carrier Tape ROHS 2.0 2025... | 1.14 MB | ||
| Carrier reel halogen report | 621.98 KB | ||
| GBT19001-2016 ISO9001:2015 | 2.92 MB | ||
| Jiushuo-pack company documents | 1,005.98 KB | ||
| Black Ps Embossed Carrier Tape Reach 2025... | 1.78 MB | ||
| Blue Ps Plastic Reel ROHS 2.0 2025... | 1.81 MB |






 エミール
エミール John Mr
John Mr


