











智能收卷机操作说明
概述:
载带收卷机是从放空盘、载带收卷、贴前胶、贴隔离纸、封尾胶、成品堆叠等一系列自动化流程。
设备参数:
(1)外形尺寸:880mm×580mm×1800mm
(2)重量: <200KG
(3)适用载带:16mm、24mm、32mm、44mm、56mm
(4)工作电压:AC220V
(5)压缩气压:0.5-0.7MP
(6)收卷速度:MAX 50S/卷
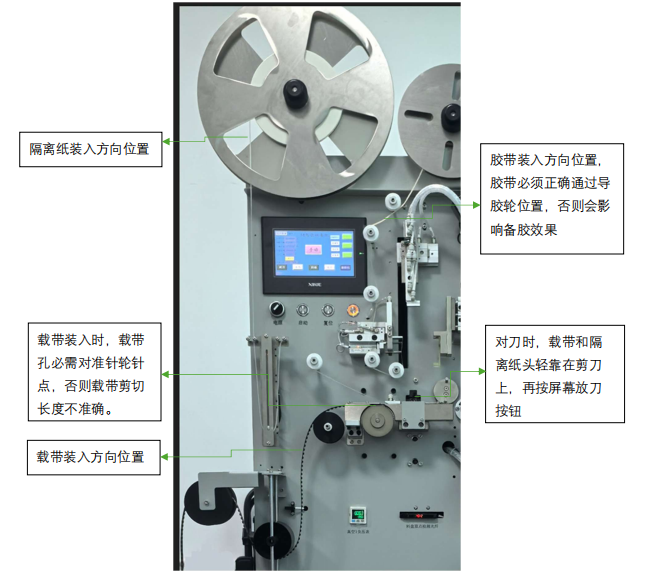
设备外观:

物料装入机器操作
隔离纸、胶带、料带穿入机器示意图
机器启动流程:
1.接通机器压缩气源,打开电源开关,等待机器复位完成。
2.将屏幕上工作状态由手动切换到自动,如果需要连续工作,将屏幕上单卷切换成连续。装好胶带和隔离纸。
3.按方向放入空盘,将载带从进料轮通过进料缓冲轮装入进料轨道,将载带孔对住针轮针点,连同隔离纸一起送至接近剪刀位置,没有隔离纸产品不用放隔离纸。
4.按屏幕对刀按钮,待剪刀出来后,将载带和隔离纸头轻靠在剪刀上不动,再次按下屏幕上放刀按钮,设备锁定载带和隔离纸,启动按钮绿灯闪烁,按屏幕启动或启动按钮,机器自动开始工作。
界面操作说明
工作界面:
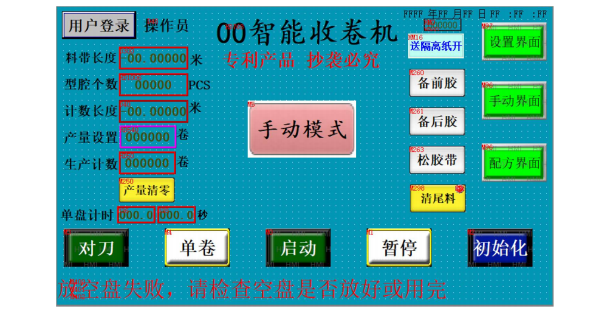
料带长度:显示当前打开配方收料带长度。
型腔个数:显示当前配方料带的型腔个数。
计数长度:显示当前收料时,载带计数长度。
生产计数:显示当前产量计数。
产量设置:设置待生产产量,生产计数达到待生产产量后,设备提示产量完成,并停止进入待机状态。
单盘计时:显示当前收料的计时时间,后面为上一盘收料的计时时间。
手动/自动:切换设备手动/自动工作状态。
对刀/放刀:机器启动前必须先对刀,按下对刀按钮,剪刀闭合并伸出,将载带从进料组件穿入,将载带头与隔离纸头靠着剪刀不动,这时再按放刀松开对刀按钮,针轮自动锁紧,剪刀退回,完成对刀动作。(对刀完成后,机器自动状态下,绿灯闪烁,即可按启动开始工作)
单卷/连续:单卷状态下,按下启动后,机器收完一卷后自动进入待机状态,等待再次按下启动;连续状态下,机器收完一卷后,继续开始下一卷。
启动:待机状态下,按下启动按钮,机器开始工作。启动前先初始化机器和对刀操作。
暂停:工作中,按下暂停按钮,机器暂停工作,按下启动后,继续开始工作。
初始化:长按 0.5 秒此按钮,机器停止当前所有工作,并清零所有临时工作数据,气缸回到原位,步进电机回位到初始工作位置。
配方界面:
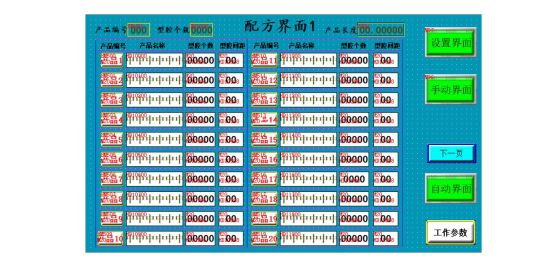
产品选择按钮:按下后选择对应编号的产品配方,按下产品按钮时,如果对应按钮后面的型腔个数位 0 时,自动调用默认工作参数,如果选择的产品型腔个数不为 0,则判断为已经生产过的产品,直接读取保存该产品的保存参数。
产品名称:可以设置用户自己的产品名称或品号。
工作参数:点击打开工作参数窗口。
工作参数界面:
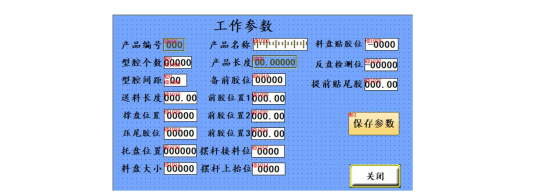
工作界面显示当前产品编号的工作参数,如果此编号没有设置保存过参数,则为上个打开的产品参数。
产品编号:显示当前打开的产品编号。
产品名称:显示当前打开的客户产品名称(品号)。
型腔个数:设置当前配方料带每卷有多少个型腔。
型腔间距:设置料带型腔间距(P 距)。(单个型腔边孔数乘以 4)
料带长度:显示当前配方料带长度。(料带长度不可以设置,是根据设置的型腔个数和型腔间距计算得出的。)
送料长度:设置贴好前胶后,送料带到卷心时的送料长度送料长度,包含贴前胶时已经走过的长度。
撑盘位置:设置当前产品撑盘电机撑盘位置。
压尾胶位置:设置当前产品撑盘电机压尾胶位置。
托盘位置:设置当前产品,接空盘托盘位置,此参数为 0 时,按下保存按钮后,自动根据当前选择的料盘大小,将设备预设的默认参数写入到撑盘位置,压尾胶位置和托盘位置,如果托盘位置与当前设置不一样时,托盘自动移动到当前设置料盘尺寸位置。此参数不为 0 且盘片大小尺寸没有改变时,按下保存时,不会改变当前位置参数,托盘也不会移动。
料盘大小:设置当前配方料盘是 13 寸、14 寸和 15 寸。(此参数只能设置为 13寸 14 寸和 15 寸,设置其他参数无效且会影响程序运行)
备前胶位:设置当前产品备前胶拉胶带位置(拉前胶长度)。
前胶位置 1-3:设置 3 次贴前胶的位置。
贴尾胶位置,设置提前贴尾胶位置。(与设置 1 界面提前贴胶为同一参数)
摆杆接料位:设置摆杆送料到卷心时的位置
摆杆上抬位:设置摆杆待贴前胶时上抬位置。
料盘贴胶位:设置料盘贴前胶位置。
反盘检测位:设置料盘反盘检测位置。
保存:长按 0.5 秒以上,保存当前页面的设置参数到当前产品编号内。
工作参数界面所有参数都是当前产品参数,设置好以后,下次选择此产品时,自动使用此参数工作。
常见问题处理:
进料感应等待入料中:进料缓冲检测到没有料带进入超过一定时间时,屏幕显示此提示,如果平板机有料过来,检查料带是否被卡住,整理好料带送入机器,机器继续工作。
生产已完成:生产计数大于等于产量设置时,设备暂停工作,红灯闪烁,屏幕提示生产已完成,如果继续生产,清零生产计数或更改产量设定,即可按启动继续工作。
启动前请对刀:机器初始化后,再次启动前必须先对刀操作,没有对刀按下启动时,屏幕提示启动前先对刀,按下复位按钮后,重新对刀后可以开始工作。
缺空盘提示:最后一盘空盘放下后,检测到没有料盘时,红灯闪烁,屏幕报警提示缺空盘,人工将空盘按正确方向放入空盘料架上,设备检测到空盘放入后,提示自动解除。
成品满料:成品区堆叠超过设定位置时,红灯闪烁,屏幕提示成品满料,人工将成品移走后,提示自动解除。
更换隔离纸:隔离纸用完需要跟换时,先按停止(暂停)按钮,暂停机器运行,在按下屏幕上送隔离纸按钮,关闭送隔离纸功能,取下隔离纸盖板,更换一卷新的隔离纸,盖好盖板,使用胶带将新隔离纸头与原来隔离纸对接粘贴好,(注意隔离纸穿过位置不要搞错)按屏幕送隔离纸按钮打开送隔离纸电机,按启动按钮继续工作。
更换胶带:按停止(暂停)按钮,暂停机器运行,取下机器上残余胶带,取下胶带盘盖板,更换一卷新的胶带,盖好盖板,将胶带正确绕过导胶轮后,将胶带头贴在裁胶固定块中间位置,按启动按钮继续工作。
剪带位置有一点偏位:机器开始工作后,发现剪带位置后一点轻微偏差,不需要重新对刀,可通过设置界面里设置尾带补偿值,微调剪带位置。尾带剪切较短时,适当设置此参数,可增加尾带长度,尾带剪切较长时,适当设置此参数负数置,可减短尾带长度,数值单位:mm。此参数仅限本次启动有效,初始化重新对刀后自动清零。如果偏差较大时,请检查针轮是否没有对刀料带孔,或者运行中料带脱离针轮孔,引起计数偏差,找到原因后初始化重新开始。
备前胶/后胶失败:备胶后,设备检测到吸胶带真空没有达到设定值时,提示备胶失败,按下屏幕暂停按钮,整理好胶带或重新备胶后,按下启动按钮继续工作。
前胶没贴好:机器检测到料带没有贴到料盘中心上时,会报警提示前胶没贴好,人工将前胶和隔离纸贴到料盘中心上后,按面板上的复位按钮复位报警,再按启动按钮即可继续工作。
载带断料:收料时,料盘转动时,针轮没有转动超过设定时间时,设备报警提示载带断料,检查载带是否收完了不足一卷,如果不足一卷,就长按屏幕初“初始化”按钮 0.5 秒,初始化机器,人工取出没收满的料盘。如果有载带时,机器报警载带断料,检查载带头贴在盘心位置是否脱落,贴好载带头后,先按复位,再按启动继续开始工作。
隔离纸动作超时:1.没有隔离纸产品必须关闭屏幕送隔离纸按钮,不然会报警提示隔离纸动作超时。2.工作中,隔离纸断裂或一次放出的隔离纸太多,隔离纸缓冲结构长时间无动作,就会报警提示隔离纸动作超时。 放空盘失败:空盘方放下时,空盘没有落下去,检查下空盘落下时是否被卡住。
气缸动作超时:报警气缸动作超时时,检查对于气缸是否卡住,或者气缸传感器位置没有调好。
电机回原点超时:机器通电后或按下初始化后,电机自动回原点,如果超过设定时间,某个电机还没有检测到原点传感器,设备报警提示对应电机回原点超时,查看对应电机是否卡主或传感器损坏。
| File Name : | Format: | Size: | Download: |
|---|---|---|---|
| Cover Tape ROHS 2.0 2025 | 2.63 MB | ||
| Black PS Carrier tape High-temperature test Report 202... | 563.36 KB | ||
| Transparent PS Carrier Tape Sheet ROHS Report 202... | 935.11 KB | ||
| Black Ps Embossed Carrier Tape ROHS 2.0 2025... | 1.14 MB | ||
| Carrier reel halogen report | 621.98 KB | ||
| GBT19001-2016 ISO9001:2015 | 2.92 MB | ||
| Jiushuo-pack company documents | 1,005.98 KB | ||
| Black Ps Embossed Carrier Tape Reach 2025... | 1.78 MB | ||
| Blue Ps Plastic Reel ROHS 2.0 2025... | 1.81 MB |






 Emial
Emial John Mr
John Mr


